DFC – CARTE DI CONTROLLO – UDEs – CRT (CURRENT REALITY TREE)
Immaginate un incarico di consulenza come un volo con Ryanair,
che vi obblighi a portare pochissimo “bagaglio a mano”, di poter portare con
voi solo pochi strumenti, quali
portereste? La mia scelta ricade sui 4 che ho soprannominato “i gioielli della
corona”, se me li portassero via sarebbe come rubare i gioielli della corona
britannica, una tragedia nazionale. E’ una scelta partigiana, d’altra parte le
scelte sono partigiane per definizione.
Per gli amanti dei fumetti Marvel potrebbero essere i
Fantastici 4 (anche se io ho sempre preferito il mitico Thor!!), li elenco in
ordine sparso:
DFC – diagrammi di flusso dispiegato
SPC (carte di controllo) – controllo statistico di processo
UDEs – effetti indesiderati
CRT – albero della realtà corrente
Non provengono tutti dalla stessa fonte, hanno età diverse (ci
sono gli ultranovantenni e i poco più che maggiorenni), hanno in comune la
visione sistemica delle organizzazioni; visione sistemica significa aver capito
che il miglioramento dell’organizzazione
dipende molto di più da quanto funzionano bene le interdipendenze che da quanto
bene funziona ogni singola area aziendale.
Allacciatevi le cinture, faremo conoscenza dei loro “poteri”
con un piccolo caso aziendale.
In New
Economics for Industry, Government, Education c , Deming dice che il Diagramma di
Flusso in Figura 1 era: "...la scintilla che a partire dal 1950 e negli
anni successivi modificò profondamente il Giappone. Il Diagramma di Flusso
fornì al top management e agli ingegneri un sistema di produzione. I Giapponesi
avevano conoscenza, grande conoscenza, ma era frammentata, non coordinata. Il
Diagramma di Flusso indirizzò la loro conoscenza e i loro sforzi verso un
sistema produttivo orientato al mercato – cioè indirizzato a comprendere i bisogni
dei clienti. Tutto il mondo sa quali sono stati i risultati."
Questo semplice Diagramma di Flusso era sulla lavagna in ogni conferenza
del top management a partire dal 1950.
Un Diagramma di Flusso rappresenta un processo esattamente
come una mappa. Tale rappresentazione
• descrive
il flusso di materiali, informazioni e documenti;
• evidenzia
le diverse attività che fanno parte del processo;
• mostra
che le attività trasformano un input in un output;
• indica
quali sono le decisioni che devono essere prese lungo la catena;
• dimostra
le interrelazioni e interdipendenze essenziali tra le fasi del processo;
e ci ricorda che la forza
di una catena dipende dal suo anello più debole.
La maggior parte dei processi
oltrepassa i confini dipartimentali o funzionali per poter fornire prodotti/servizi
al cliente, va oltre le gerarchie disegnate dall'organigramma.
I Diagrammi di Flusso sono dunque
gli strumenti necessari a capire dove, come e se, gli anelli della catena
aggiungono valore alla stessa. Poichè i confini fra i compiti sono definiti più
chiaramente e la comprensione dei processi è facilitata le persone sono in
grado di vedere esattamente qual è il loro contributo al raggiungimento
dell'obiettivo del processo. Inoltre, "Un Diagramma di Flusso ci permette
di sapere in anticipo, quali saranno le parti di un sistema che subiranno
variazioni - e di che entità - a seguito di un cambiamento effettuato su uno o
più parti dello stesso." E voilà…. Fatti non parole.
Quello rappresentato in figura è un flusso che viene attraversato un
paio di centinaia di volte l’anno. Che coinvolge valore per 10 alla 8 euro. Che
impegna 10 alla 3 persone. Sarebbe interessante poter predire i suoi effetti? Solo
un folle o un amante del gioco d’azzardo direbbe di no.
Una volta disegnato è facile per tutti
vedere in che punto del flusso si sta operando, quali sono le conseguenze delle
proprie azioni, quali cambiamenti possono migliorare il flusso stesso.
Si possono prendere le misure ed essere sicuri che si sta utilizzando lo
stesso metro di misura (un dfc è un po’ come il mitico metro di platino iridio
di Sevre, il campione di riferimento universale).
Ad esempio su questo dfc si possono definire alcune misure:
il tempo attraversamento reale
(TAR)
il tempo attraversamento teorico (TAT)
Scostamento % = TAR –TAT / TAT
Migliorare i processi di management quindi consiste nel puntare continuamente
alla perfezione, ma anche nel tentare di ridurre il più possibile la
variabilità dell’output dei processi.
Quando otteniamo il controllo di un processo, possiamo prevedere
accuratamente l’intervallo entro il quale varierà il nostro output. Questo è
ciò che intendiamo quando diciamo che il nostro processo è in controllo.
In altre parole, possiamo prevedere ciò che il processo farà se rimane
in controllo.
Perchè vorremo poter fare questo?
Se vogliamo essere i manager dei nostri processi piuttosto che le
vittime, dobbiamo raggiungere questo controllo.
Quando diciamo che un processo è in controllo, non significa necessariamente
che sia valido. “In controllo” significa solo che il processo è prevedibile.
Può essere prevedibilmente scadente!
Può prevedibilmente produrre risultati di cui non siamo contenti.
Ma quando il nostro processo è in controllo, almeno capiamo meglio il
suo comportamento e siamo quindi nella posizione di poter fare qualcosa a
riguardo. Se il nostro output più prevedibile passa attraverso altre persone
dell’azienda, allora anche il loro lavoro diventa più prevedibile. Essi possono
fare affidamento su di noi. Non devono tener conto di un’ampia variabilità nel
loro output.
Possono pianificare meglio il loro lavoro. Ogni cosa inizia a scorrere
più tranquillamente. Possono passare ai loro clienti un prodotto o servizio
migliore.
Migliorare il processo di management ha il doppio obiettivo di “ridurre la variabilità e
puntare alla perfezione”
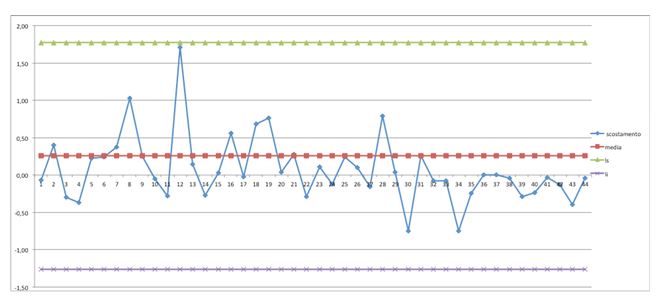
Per
fare questo ci serve un metodo che si chiama SPC e che ha nella “carta di
controllo” la sua manifestazione concreta. Per usarlo serve l’aritmetica delle
elementari (somme, sottrazioni, moltiplicazioni, divisioni). I risultati sono
strabilianti. La comprensione del processo è molto maggiore avendo sottomano
una carta di controllo, ad esempio questa:
E se scopriamo che il nostro processo è predicibile MA produce
anche UDEs (effetti indesiderati) cioè risultati non all'altezza delle
aspettative (scarti, MUDA, inventory)? Non ci rimane che migliorare il
processo, ma se la situazione è complessa (si veda il diagramma di flusso in
figura) da dove comincio? Qual è il punto su cui fare leva per ottenere il
miglior risultato con il minore sforzo? Come faccio a mettere d’accordo punti
di vista differenti, di persone che vengono misurate in modo diverso?
E qui un colpo di genio, utilizzare gli “scarti” del processo,
i nostri UDEs come materia prima del processo di miglioramento; la
strumentazione che ci serve per mettere a fuoco il punto critico, per ridurre
la complessità a semplicità, ce lo fornisce la TOC – Theory of Constraints, si
chiama CRT (current reality tree – albero della realtà corrente).
IL CRT consente di scavare in profondità per risalire dai
sintomi (UDEs) alle situazioni che li causano, è uno strumento che favorisce il
lavoro di gruppo, che favorisce la verbalizzazione degli assunti (ricordate
daniel kanheman e il suo libro pensieri lenti e veloci…) è uno strumento che
ingegnerizza e ottimizza le tecniche dei “molti perché”.
Una volta individuata la causa radice è possibile estirparla
con tutti i sintomi (UDEs) ad essa collegati.
Ma il CRT fa anche di più, permette di misurare molto
precisamente la quantità di cambiamento che le persone sono disposte a fare in
cambio del miglioramento ottenibile. Permette di misurare quindi la portata del
vero e unico fattore limitante una organizzazione, gli assunti delle persone
che la compongono e in particolare di quelle persone cui è demandata la guida
dell’organizzazione, il management.
Un CRT ha questa faccia:
Costruirlo è un lavoro alla portata di tutti, basta avere
intuizione, esperienza della realtà che si vuole mappare, un po’ di tempo e
qualche post-it.
Che cosa ottenete in cambio del tempo e dell’energia
necessaria per costruire un CRT? Trovate la causa radice, la possibilità di
ristrutturare il processo in modo tale che gli UDEs non si presentino più (fine
dei MUDA, dell’inventory, degli scarti e delle rilavorazioni) e grazie a SPC
sapete anche quanto vi stanno costando…. Calcolare il break even non è mai
stato così facile….
Ottenete anche una grande coesione tra le persone, il CRT
illustra molto bene la “prigione” in cui tutti sono rinchiusi e indica la
strada per uscirne. Permette di spersonalizzare il problema, di coalizzarsi
contro il problema comune.
Insomma permette di uscire dalla buca in cui siete e
“tornare a riveder le stelle!

 I due elettroni si avvicinano l'uno all'altro e ad un certo
istante t uno
dei due elettroni emette un fotone, che viene
assorbito, dopo un tempo Dt dal
secondo elettrone.
I due elettroni si avvicinano l'uno all'altro e ad un certo
istante t uno
dei due elettroni emette un fotone, che viene
assorbito, dopo un tempo Dt dal
secondo elettrone.